
 Paper manufacturers are looking for new end uses for coated or treated paper. One area of progress is food packaging, particularly packaging that provides some level of oil and grease resistance.
Paper manufacturers are looking for new end uses for coated or treated paper. One area of progress is food packaging, particularly packaging that provides some level of oil and grease resistance.
Selvol polyvinyl alcohol (PVA/PVOH) is an extremely hydrophilic polymer. As a continuous film, it exhibits total barrier properties to oil, grease and most organic solvents.
However, PVOH viscosity restricts add-on levels on paper and paperboard substrates to very low percentages based on dry fiber weight. As a result, it cannot achieve true barrier properties.
But even at low add-on levels, PVOH finds use in meeting papermakers’ oil resistance needs, usually to a defined specification standard.
Selvol PVOH Starch Blends for Oil Resistance
Manufacturers use Selvol PVOH on a variety of paper and paperboard grades for the purpose of controlling oil penetration in food-grade applications. They also use it to control ink penetration and feathering on uncoated printing and writing grades. The following are two commercial examples:
- A recycled paperboard mill achieved a 20-unit Vanceometer improvement by switching to a 70/30 starch/Selvol PVOH formulation from a straight starch system.
- A solid, bleached paperboard mill achieved an 80 Vanceometer specification, unobtainable with starch alone, by switching to a 60/40 starch/Selvol PVOH formulation.
These experiences typify the superiority of PVOH over starch. Laboratory studies have demonstrated that this superiority is due to the ability of PVOH to more effectively reduce the sheet’s porosity.
These results have been confirmed in many other evaluations, including K&N ink holdout, Magic Marker pen holdout, ink feathering control, chocolate resistance, Vanceometer oil holdout, the 3M Kit test, and the TAPPI Turpentine Test T 454-OM-84.
Selvol PVOH as a Fluorochemical Carrier
Selvol PVOH is a well-known effective carrier for fluorochemicals in the manufacture of food-grade paper and paperboard products. While fluorochemicals are highly effective at resisting oils and greases, they are also very expensive. Selvol PVOH provides a means of optimizing the performance of fluorochemicals so as to minimize their cost to the papermaker.
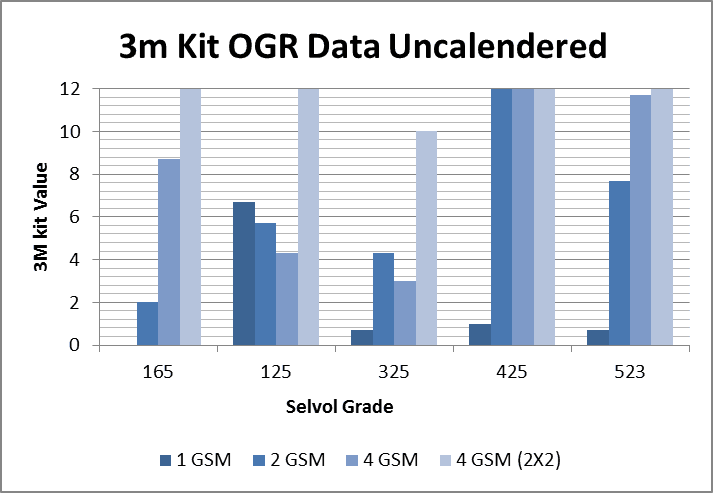
When formulators blended PVOH and the fluorochemical and then applied it to the SBS paperboard, the result achieved high 3M Kit Ratings at a cost much lower than with the fluorochemical by itself. The table below provides an example.
Extensive laboratory work has indicated that higher hydrolyzed Selvol PVOH grades consistently perform better than lower hydrolysis grades when used to carry fluorochemicals.
The preferred grade is Selvol PVOH 125, but Selvol PVOH 165, Selvol PVOH 325 and Selvol PVOH 350 are also highly effective.

These same higher-hydrolysis grades, particularly PVOH 125 and 325, are also the standard recommendation for a different barrier challenge: silicone-coated release base paper.
Contact SEKISUI To Try Selvol PVOH in Paper Manufacturing
Reach out to our Technical Service Team for more information on formulating with Selvol PVOH, or request samples. You can also contact SEKISUI for additional assistance.
- Discover more about Selvol PVOH 425, our most popular grade for oil resistance and ink holdout in paper and paperboard, or download the Selvol 425 brochure.
- Download the brochure: Selvol Polyvinyl Alcohol as a Carrier for Fluorochemicals in Surface Sizing Paper and Paperboard Applications.