
Visual appeal is an important consideration when consumers are interested in purchasing products. No truer is this in the paper, textile fabric, or printing industries as these material products provide an emotion-based tactile experience for the end-user. As a result, manufacturers in these industries want to maximize the visual appearance as best they can for the product’s end-user.
One of the ways visual appearance of paper or textiles can be enhanced is by increasing the materials’ brightness.
This high brightness can be achieved through the use of optical brighteners. Also referred to as “fluorescent whitening agents,” these optical brighteners (OB) may be added to coating compounds used during the manufacturing process.
Optical Brighteners Need a Uniform PVA Coating
Given the thinness of materials with large surface areas, any PVA film coating covering the paper or textile products would need to be uniform across the material. This is why blade coatings are preferred over other coating techniques like of dip, spin, slot-die, or bar. Blade coatings provide a fast, simple, controlled method for chemically covering a material with a thin film. Given its film-forming ability, polyvinyl alcohol can serve as an effective “carrier” for optical brighteners.
Polyvinyl Alcohol Helps Optical Brighteners Improve Their Coating Capabilities
Polyvinyl alcohol, abbreviated as either PVOH or PVA, is a water-soluble crystalline polymer that is ideal for its atactic stability, abrasion resistance, and penetrativeness. While the precise mechanism is not fully understood, there are a few theories. One theory proposes an interaction similar to hydrogen bonding which links the optical brightener to the PVA near the surface of the coating. Another theory proposes that PVOH locks the optical brightener into its active planar or transposition which absorbs UV light and readmits it in the blue-white range of the visible spectrum.
Regardless of the mechanism, by utilizing PVOH as the carrier, it is possible to boost brightness an additional 4+ units. Further, PVOH also provides superior pigment binding strength as well as good water retention properties enabling the coating formula to be optimized for reductions in latex and hydrocolloid levels.
When PVA is added to a coating formula containing optical brightener, a reduction in the low shear Brookfield viscosity is observed. This may allow coatings to be run at higher solids resulting in a quicker immobilization point with reduced binder migration and better coating uniformity.
The following is an excerpt from our brochure on Selvol PVOH as an optical brightener for paper and paperboard coatings.
Selvol PVOH: The Carrier of Choice in Paper and Paperboard Coatings
Optical Brighteners are Well-Suited for High Solids PVA Coating Formulations
Low viscosity grades of PVOH, either fully or partially hydrolyzed, are recommended as OB carriers in coating applications as they provide the high shear rheology characteristics required of blade coaters. Also, lower viscosity grades are best suited in developing high solids coating formulations.
The trend in bleached board coatings over the past several years is to replace a portion of the fine particle size clay utilized in the topcoat with fine particle size calcium carbonate (CaC03). This has resulted in a brightness increase from 79-81 units with the all clay topcoats to 84-86 units with the clay/CaC03 blends. With FDA approval of certain tetrasulfonated optical brighteners*, brightness can be increased even further. However, the FDA clearance limits addition to approximately 0.75 wet parts of optical brightener per 100 dry parts of pigment which allows for only modest brightness gains. PVOH, which has a synergistic effect with optical brighteners, can be used to further boost and maximize brightness.
How PVAs Improve Optical Brighteners’ Response in Board Coatings
To illustrate the effect of PVOH on optical brightener response in typical board coatings, the f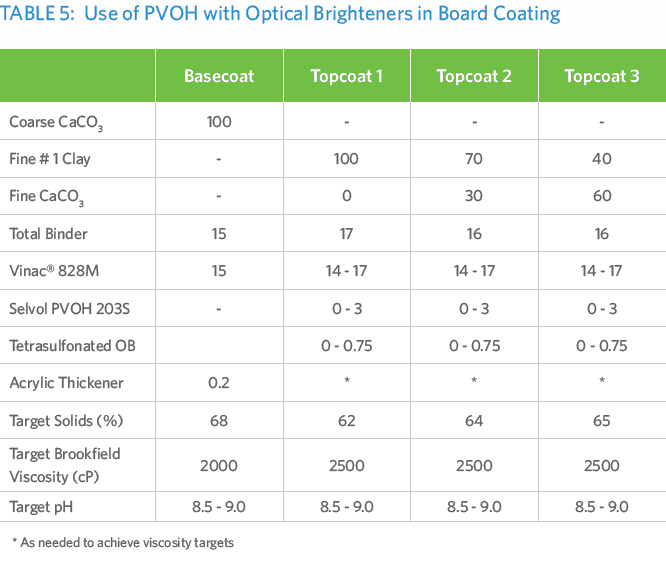 ollowing study was performed. A series of topcoats with PVOH varying from 0-3 pph was formulated with total binder level kept constant. The topcoats, listed in Table 5, were applied to a 120#/3000 sq. ft. (10 pt) SBS base-sheet on a CLC-6000 coater equipped with a blade metering head. A common basecoat (also shown in Table 5) was utilized with a weight target of 6.0 +/- 0.5 #/3000 sq. ft. The experimental topcoats were applied to the base-coated board also at an approximate coat weight of 6.0 +/- 0.5 #73000 sq. ft.
ollowing study was performed. A series of topcoats with PVOH varying from 0-3 pph was formulated with total binder level kept constant. The topcoats, listed in Table 5, were applied to a 120#/3000 sq. ft. (10 pt) SBS base-sheet on a CLC-6000 coater equipped with a blade metering head. A common basecoat (also shown in Table 5) was utilized with a weight target of 6.0 +/- 0.5 #/3000 sq. ft. The experimental topcoats were applied to the base-coated board also at an approximate coat weight of 6.0 +/- 0.5 #73000 sq. ft.
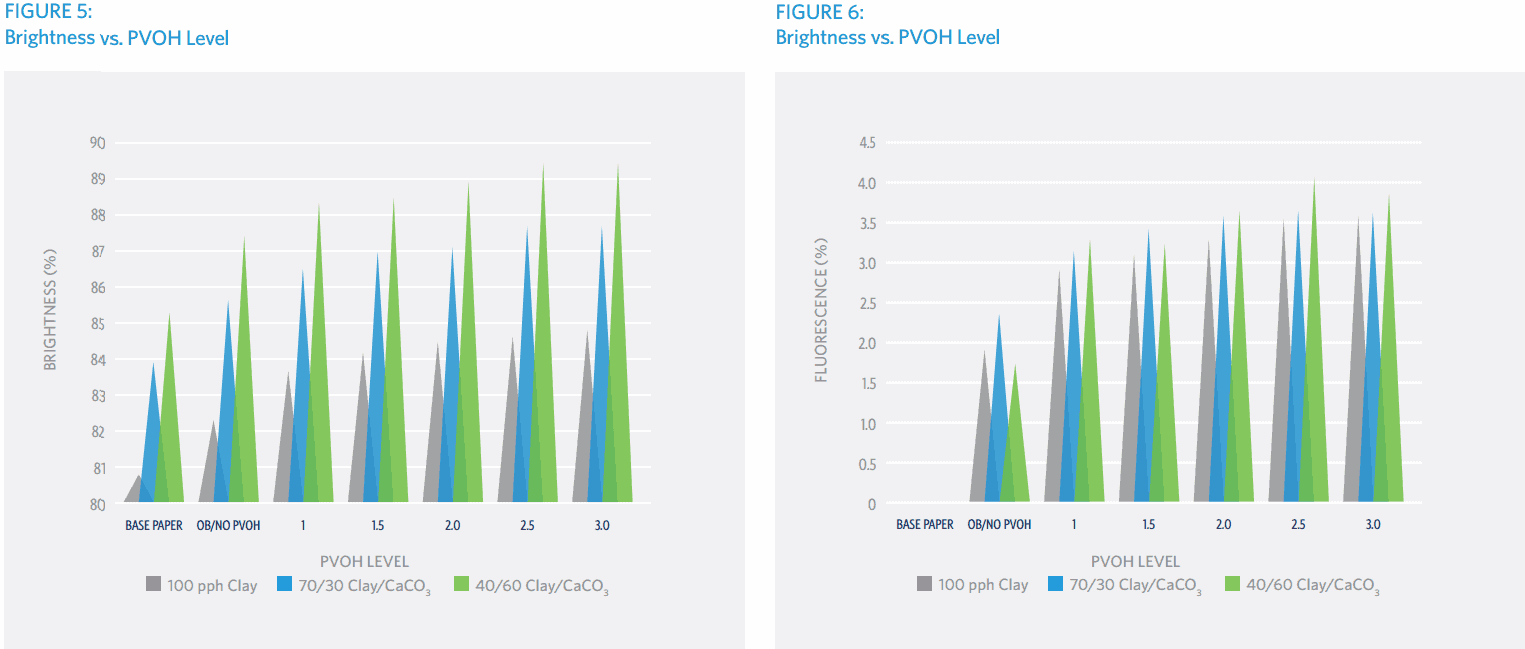
Coated sheets were TAPPI conditioned, gloss calendered (175 °F/ 300 pli) and then reconditioned per TAPPI procedures prior to testing. Brightness and fluorescence of the coatings were measured and are shown in Figures 5 and 6, respectively. As can be seen: Brightness in all pigment compositions followed the same trend:
- Brightness improvements of 1.7-2.0 units can be achieved with OB alone
- An additional 1.0-1.2 brightness units can be achieved by including 1 pph Selvol Polyvinyl Alcohol
- Higher PVOH levels will further increase brightness; for example, 2.0-2.3 brightness units can be achieved by including 2.0-2.5 pph Selvol Polyvinyl Alcohol
How PVA Coatings Enhance Pigment Fluorescence
Fluorescence results show the same trends as brightness results for all pigment compositions:
- Fluorescence improvements of 1.9-2.3 units can be achieved with OB alone
- An additional 0.8-1.4 fluorescence units can be achieved by including 1 pph Selvol Polyvinyl Alcohol
- Higher PVOH levels will further increase fluorescence, for example, 3.5-4.0 fluorescence units can be achieved by including 2.0-2.5 pph Selvol PVOH. Formulas containing 2.0-3.0 pph PVOH will show a slight reduction in NPA slope and ink transfer compared to all latex formulas at the same total binder level. However, the topcoats containing 2.0-3.0 pph PVOH will also show superior IGT pick strength compared to all latex formulas, allowing a reduction in total binder level. Reducing total binder level will address the deficiencies in ink transfer as illustrated in the following example: A series of topcoats containing 2 pph Selvol Polyvinyl Alcohol 203S in a 40/60 clay/CaC03 formula was evaluated. Total binder levels were varied from 14-16 pph. An all latex (Vinac 828M) formula was also run for comparison. The coatings were applied and tested per the conditions cited above. The test results, listed in Table 6, show the following:
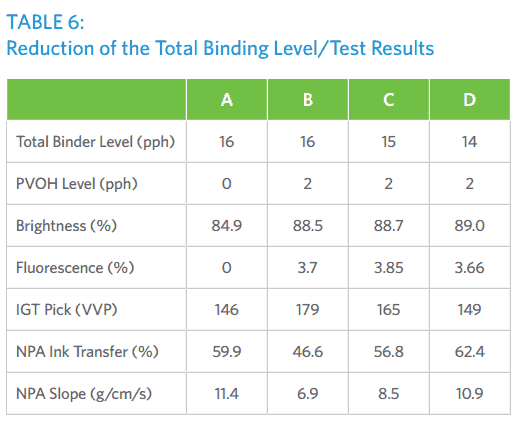 Addition of 2 pph of Selvol Polyvinyl Alcohol slightly reduces NPA ink transfer and slope compared to the all latex formulas at the same total binder level
Addition of 2 pph of Selvol Polyvinyl Alcohol slightly reduces NPA ink transfer and slope compared to the all latex formulas at the same total binder level- Addition of 2 pph of Selvol Polyvinyl Alcohol allows a reduction of 1 -2 pph total binder compared to the all latex formula
- The reduced binder formulas containing Selvol Polyvinyl Alcohol show comparable IGT pick, NPA ink transfer and slope compared to the all latex formula
For specific information on formulating with Selvol PVOH, please contact our Technology Center.
* Benzenesulfonic acid, 2,2’-(1-2-ethenediyl) bis[5-[[4-[bis(2- hydroxyethyl) amino]-6-[(4-sulfophenyl) amino] -1,3,5-triazin-2-yl] amino]-, tetrasodium salt (CAS Reg. No.16470-24-9); manufactured by Bayer Corporation, Ciba Specialty Chemicals Corporation and Clariant Corporation.